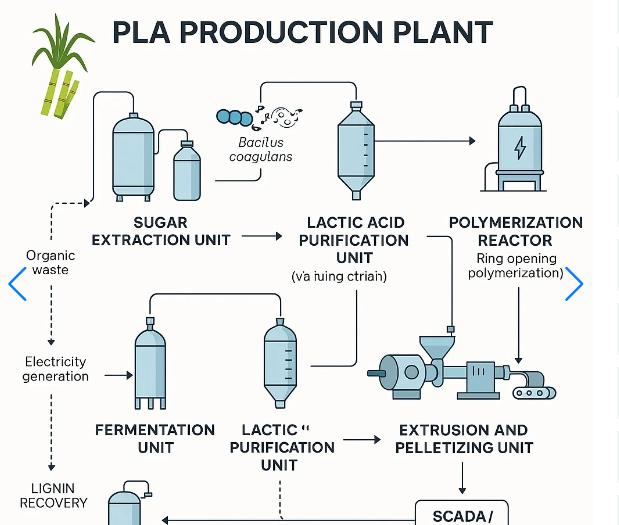
Raj Process Equipments & Systems Pvt. Ltd. is a leading sustainable marine fuel plant manufacturer in India, offering turnkey solutions that convert renewable feedstocks like sugarcane into bio-based marine fuels. Our advanced systems help the shipping industry transition away from heavy fuel oils, reducing greenhouse gas emissions and marine pollution while ensuring compatibility with existing ship engines and infrastructure. Why Sugarcane for Marine Fuel? High-Yield Renewable Crop → Produces abundant fermentable sugars for biofuel production. Low-Carbon Footprint → Sugarcane-based fuels recycle carbon naturally, unlike fossil fuels. Economic Development → Supports rural economies through job creation and agricultural growth. How Sugarcane-Based Marine Fuel is Produced 1.Extraction & Fermentation → Sugars from sugarcane juice are fermented into bioethanol or intermediates. 2.Upgrading to Marine Fuel → Bioethanol undergoes hydroprocessing or catalytic conversion to meet marine fuel specifications. 3.Blending → Bio-based fuels are blended with conventional marine fuels for seamless adoption. This process yields fuels that reduce SOx, NOx, and particulate matter emissions, making shipping cleaner and more sustainable. Benefits of Sugarcane-Based Marine Fuel Lower Carbon Footprint → Significant greenhouse gas reductions compared to bunker fuels. Cleaner Combustion → Reduced sulfur and particulate emissions improve marine air quality. Compatibility → Works with existing ship engines and fuel systems with minimal modification. Sustainability → Supports circular economy principles and reduces reliance on fossil reserves. Challenges & Considerations Feedstock Supply → Sustainable sugarcane cultivation must avoid conflicts with food production and biodiversity. Fuel Cost & Infrastructure → Higher production costs and need for distribution infrastructure. Regulatory Support → Adoption depends on strong policies, incentives, and maritime emission standards. The Future of Marine Fuels With stricter maritime emission regulations and global decarbonization goals, sustainable marine fuels from sugarcane are becoming increasingly vital. Advances in biotechnology, conversion processes, and supply chain logistics are making these fuels more cost-effective and scalable. Investing in sugarcane-based marine fuels aligns economic growth with environmental stewardship, helping the shipping sector sail toward a greener, cleaner future. Why Choose Raj Process Equipments? Expertise in biofuel and marine fuel plant design Proven large-scale installations across India and abroad Customized turnkey solutions from concept to commissioning Advanced automation for reliable, energy-efficient operations Commitment to sustainability and circular economy principles

Hyderabad
08045133900
+919766229040
 Chat with us
Chat with us